2、退纸架采用气动上纸、无级调节速比,调整不同纸质张力
34、 原布直径:Φ1500mm
5、 层数:每抽单层,原布定量 35-70g/㎡
6、 折叠规格:100mm±2mm;对折面展开长度:200mm±2mm
7、 设计速度:900抽/分钟/排(线速度约 80米/分钟)
8、 .采用罗茨真空泵吸附系统,吸气量大,运行稳定
4、可根据需要折叠不同宽度的成品,可选用点切或全切;
5、配置钢对钢压纹装置,确保双层面巾纸不分层
6、可根据需要配置原纸对齐功能
7、断纸自动停机系统,避免无纸或断纸产生废品
8、采用前后点动开关牽引原纸,操作更简便、更安全
9、M关键部件自动定时加油。
一、主要技术参数
1、 设备型号:200-10P或 130-16P棉柔巾抽式机
2、 原布定量:35-80g/㎡、柔软类无纺布35-80 g/㎡、市场普通棉类无纺布35-80 g/㎡、粘胶类无纺布40-80g/㎡
3、 原布幅宽:2120mm(辊面:2160mm)
实际速度:600-900抽/分钟/排(线速度 60-80米/分钟)
9、 原布芯内径:Φ76mm
10、原布伸长率:5%-25%
11、原布直接上机,配 2个退布架(链条传动后架),3条上料轴。
12、布边配有切除装置:于布匹进入折叠单元前进行布边切除。
13、布幅分条以真空吸附在切布辊上,依切布辊的机械定量切断布匹(200mm/130mm),切断精度±1mm。
14、电气配置及控制形式:西门子 PLC 编程控制器控制,西门子变频器调速、西门子触摸屏
操作界面,轴承品牌为 SKF(主动力),旋耐德低压开关、接触器,欧姆龙或 SICK电眼,亚德客或 SMC气缸,带自动计数功能,数量(1-999抽)可以任意设置。
15、后架上布:气动上布
16、计数:每条布的张数采用人机界面上设定计数,分离点墨和错位计数,计数精度 **准确。
17、纠偏系统:电机调整
18、断布检测:带有电眼断布检测系统(在退布上)
19、引布方法:手动
20、整机功率:37.5KW
21、气压要求:6Mpa
22、原布轴:表面镀铬,带布套夹布装置23、退布架横向微调装置:150mm
24、折叠辊表面处理:镀硬铬后精磨,精度达到 G1,并做动平衡处理,保证在高速中运转平稳;折叠辊的间隙可调;采用高精度特种结构的吸风气环。
25、折叠辊轴承润滑:手动注油功能。
26、折叠辊采用前后各一条,每条上面装有三片整条固定刀片。
27、折叠辊与牵引辊之间张力调节:采用锥型皮带轮装置。
28、牵引辊间隙:使用间隙可调的气缸。
29、传动:同步带,齿轮传动
30、整机结构:墙板形式及其他焊架结构式。
31、防护:折叠部位使用带**玻璃防护门防护,其余转动部位均带有防护罩,设备带安全
门开关,在运转中安全门被打开立即停机,确保操作安全性。
32、出布板:采用 SUS304不锈钢板带轴承滚动制作成倾斜角度。
33、配闽台龙铁风机 200型 30KW(标配 2节)。
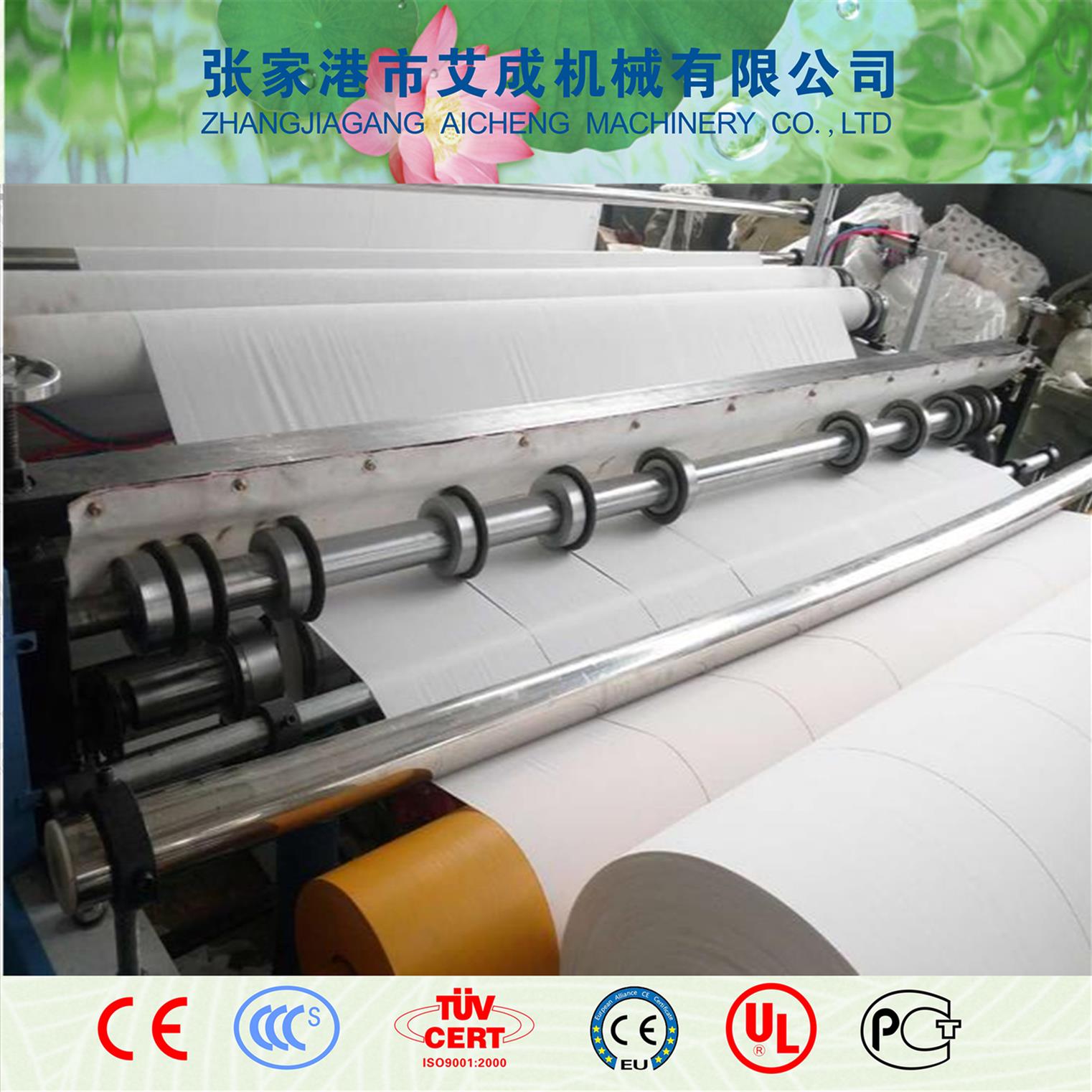
熔喷无纺布制造机器说明:
生产线技术及工艺流程
1、生产线经过设计者多年的实践总结,风道采用*特的狭缝式整体牵伸设计,保证纤网铺网均匀,纤维细度达到3旦左右,产品的纵横强力达到或**过标准。配置的触摸屏控制自动跟踪、**温**压报警系统。轧机采用直流动力,硬齿面减速箱,高稳定性的万向联轴节传动,轴承采用油冷却**温缺油报警系统,辊面采用周边打孔技术来保证整体温度的一致。箱体设计流体分配均布来保证成品的不断丝、不并丝、无洞,从而提高产品的合格率。
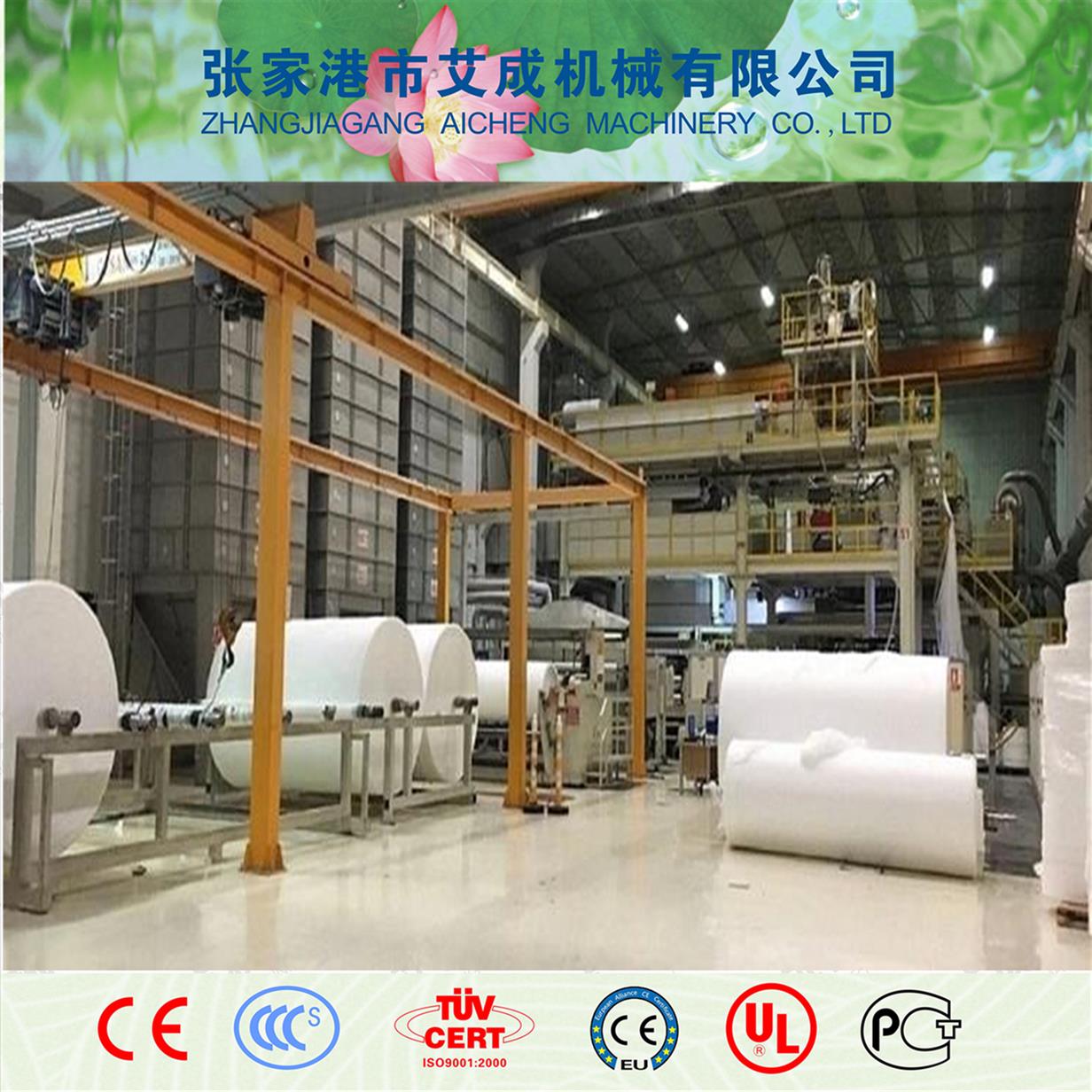
2、工艺流程
原料(边料收回)→熔融挤出→过滤→纺丝→冷却→气流牵伸→成网→热轧→分切卷绕→如需要再分切→成品

-/gbabicc/-